



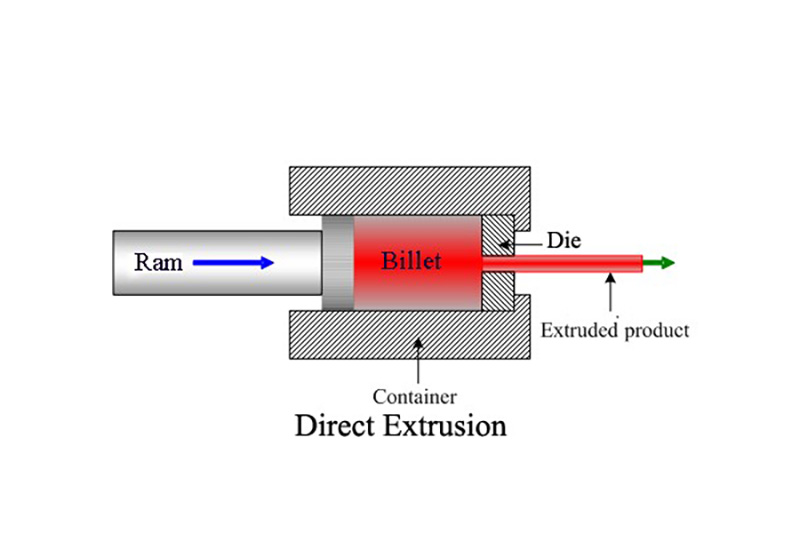
ekstrusioonvarras või ekstrusioonisiil alumiiniumist ekstrusioonipressi masinas
Ekstrusioonisilind on jagatud kahte tüüpi: õõnes ja tahke.Torude ja varraste ekstrusioonimasinates kasutatakse õõnsaid ekstrudeerimismasinaid.
Ekstrusioonisiil on üldiselt silindriline struktuur, mille saab jagada otsteks, võllideks ja juurteks.
Suure tonnaažiga ekstruuderitel on pikisuunalise paindetugevuse suurendamiseks muudetava sektsiooniga ekstrusioonisilindrid.Sel ajal peaks ekstrusioonisilindril olema muutuva ristlõikega sisemine auk.
Ekstrusioonisilindri välisläbimõõt määratakse vastavalt ekstrusioonisilindri siseläbimõõdule.
Horisontaalse ekstruuderi ekstrudeerimissilindri välisläbimõõt on üldiselt suurem kui ekstrudeerimissilindril.Silindri siseläbimõõt on 4-10mm väiksem.
Ekstrusioonisilindri pikkus on võrdne ekstrusioonisilindri tugija pikkusega pluss ekstrusioonisilindri pikkusega pluss 5–10 mm, et suruda ekstrusioonisilindrist välja liigne rõhk (vt ekstrusiooni jääkmaterjal) ja ekstrusioonitihend.Ekstrusioonisilindri materjaliks on kroom-nikkel-molübdeen ja kroom-nikkel-volframi sulam.Kokkupandud ekstrudeeritud varda korpus on valmistatud kroomi-nikli-volframi-vanaadiumi sulamist ja juur on valmistatud kroomi-nikli-molübdeeni sulamist.
Ekstrusioonisilindrile avaldatakse töö ajal suur pikisuunaline paindepinge ja survepinge.Seetõttu stabiilsus ja
ekstrusioonisilindri tugevust tuleks ekstrusiooni ajal kontrollida.

Toodete kategooriad
-

saeketas tõmmitsa masinal sae alumiinium pro...
-

Vooder ekstrusioonipressi ekstrusioonitünnis...
-

Kõrge temperatuuriga vildist rullhülss käsitsemisel...
-

korrosioonikindel grafiitplaat alumiiniumile...
-

ekstrusioonvormi stants alumiiniumprofiili ekstrusiooniks
-

lõputu vildist rihm käsitsemislaual, et edastada...





